Design teams test the aerodynamics of a Formula 1 car by putting a prototype in a wind tunnel. Engineers often use smaller scale 3D models during testing – but how can they be sure that the prototype will be up to scratch?
The time-scales and competitive nature of Formula 1 mean that engineers must quickly design, build and aerodynamically test their prototypes. They can achieve this by using a printer to build a 3D model and testing variations until they have the best possible version for the race. On average, the team has been known to test 100 new parts a day in the wind tunnel, making quick, incremental changes to optimise their designs.
Amongst the many types of 3D printers, an Stereolithography (SLA) or Fused Deposition Modelling (FDM) printer are options to produce your prototype. FDM printers offer a more affordable choice and can quickly produce detailed prototypes. However, once the filament is melted it can be difficult to control, which means the resulting prototype may not have a high-quality finish.
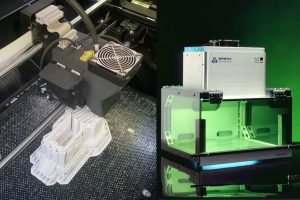
SLA printers use the methodology of laser printing in a bath of UV light curable photopolymer resin. This process effectively “grows” a component in the bath so that as it is withdrawn, each successive layer is light cured. It is a process which can be many times faster than other 3D printing technologies, but does frequently need an additional UV post-cure to ensure the component attains full strength and that any excess polymer that does not drain away in the build or growth process is completed cured. Dymax UV flood lamp and spot curing systems are used for this post-cure, and also for subsequent model re-working and repair.
There are some disadvantages to using an SLA printer, particularly that it is difficult to print anything on a larger scale. If designers want to build a larger prototype than the machine they have, an option is to print components and bond them together. However, having more than one part can compromise the integrity of the prototype and can extend the time it takes for a prototype to be ready, unless parts can be assembled in a fast and robust process.
There are also some challenges to bonding 3D printed parts; part alignment can be tricky and any bondline gaps could cause air flow problems. However, design engineers should not be put off by designs that are larger than their design plate. They can still achieve good results by carefully considering the best adhesive for the assembling parts into larger shapes.
Just like SLA machines use UV curing technology to quickly produce strong, high quality models, UV and light curing adhesives can produce strong, high quality assemblies. Engineers can apply the adhesive, align the part and cure it with a UV light. Since the cure does not start until the adhesive is exposed to the curing light, positioning of the parts is straightforward, the cure only being triggered when everything is aligned. Adhesive viscosity can be selected to allow gap filling and smooth bond lines. With UV curing, the adhesive cures within seconds, so the prototype is ready to use straight away. For example, Dymax 3099 is a clear adhesive that offers resilience and provides bubble free bond lines for clear and translucent plastics of many types.
UV and light curing adhesives can bond to a variety of substrates and are solvent free. The adhesives are colourless and there will be no noticeable bond lines, improving the quality and aesthetics of the model. If any breakages do occur, engineers can simply apply additional adhesive and cure the model using a handheld UV curing lamps, saving engineers time and money.
While a designer may not be under the same constraints as someone in the Formula 1 team, it is still important to efficiently create a high-quality prototype. UV curing equipment allows designers to quickly build, adapt and repair high-quality prototypes without compromising on cost or time.
For more information on UV adhesives and curing equipment for 3D prototyping, as well as training on efficient equipment set-up, contact one of our specialists on 01865 842 842.